Let's build a VORON Trident
Let's build a VORON: Filters
I can print, but the printer is missing a very important thing that I alluded to in the previous post: filtering dangerous particles and fumes.
This is mostly covered by the kit, but I was missing some parts from the print it forward and the kit didn’t include a HEPA filter. Because the printer is in the office and health is super important fixing this was needed so I could start printing some ABS and continue modding the printer.
Exhaust cover

The standard VORON comes with a filter in the back, but the LDO kit doesn’t include the fan for the filter and instead uses an exhaust cover to close the hole.
I didn’t receive this part, so the first thing I did was to print that part. This was just a very temporary measure so I printed it in PLA.
Nevermore filter

The LDO kit includes the Nevermore filter, which removes VOCs. I was confused on how to install it as at the time the LDO docs only mentioned how to install it on a 2.4, not on a Trident. When I brought it up they fixed it so no big deal.
But they wanted me to mount it using a plenum mount, which my parts didn’t have. I think I received an older version of the Nevermore from the print it forward service so I couldn’t use it.
I instead printed out the updated plenum and frame connector myself. Because the point of the Nevermore is to be able to print ABS safely I did this in PLA as well. I know it’s not ideal, but it will have to do. Lazy as I am I’ll run with this and if it breaks I’ll replace it then.
I also added some strips of foam tape to the back of the filter to prevent it from scrambling against the back panel.
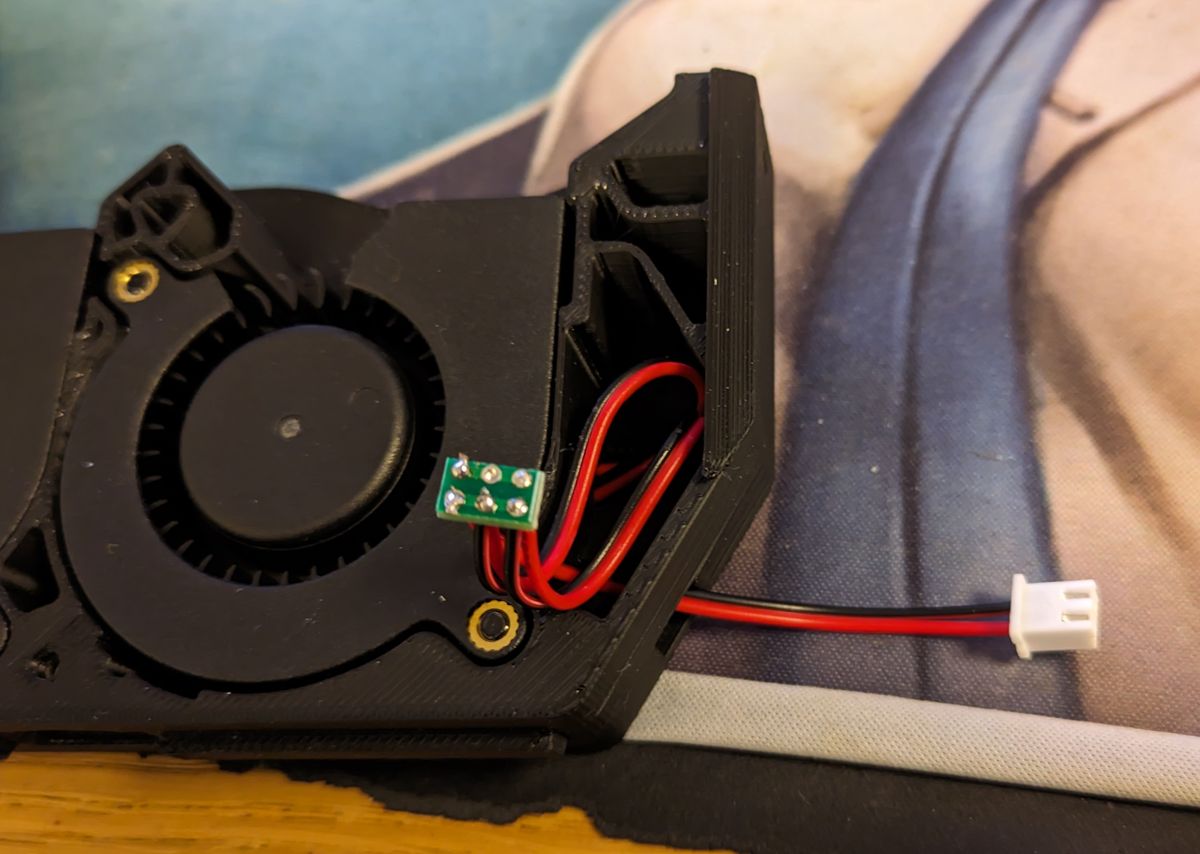
I finally got to exercise my (very poor) soldering skills! It was cute how LDO included a small board so that you don’t have to crimp any cables.
HEPA exhaust filter
While I have the Nevermore filter, it doesn’t filter Ultra-Fine Particulates. For that you need a HEPA filter.
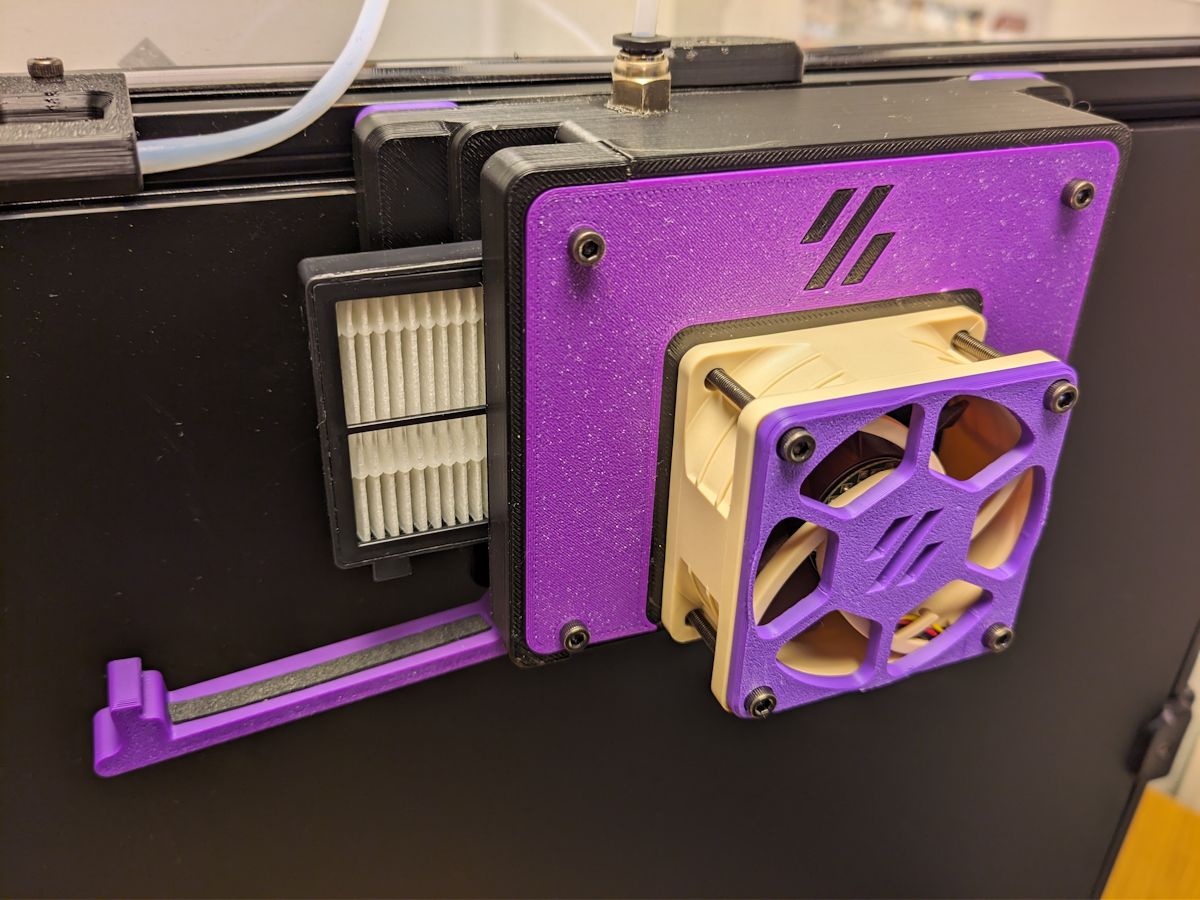
There were a few solutions with combined carbon and HEPA filter, but since I already have the Nevermore I wanted a standalone HEPA filter. I found the Voron HEPA Exhaust Filter that replaces the stock filter that seemed like a good option.
With the Nevermore in place I could print the parts using ABS, and they turned out pretty well.
For silence I used a Noctua FN-A6x25 fan. In hindsight I maybe should’ve used the PWM variant, if only to make the wiring simpler. Now I have this ugly looking wiring in the top corner (it uses the Noctua low-noise adapter).


I also had to create another cable, which wasn’t too difficult:
-
Converted the 3-pin cable to a 2-pin JST connector and extended it.
I simply ignored the yellow RPM speed signal cable.
-
Connect to a free fan output on the Octopus.
-
Used the 12V selection jumper for the fan output.
Klipper setup
With the fans installed you also need to configure Klipper to utilize them.
I setup them both as generic fans, so I can control them from the start and end macros:
[fan_generic nevermore_fan]
## Nevermore fan - FAN3
pin: PD13
max_power: 1.0
kick_start_time: 5.0
[fan_generic filter_fan]
## HEPA filter fan - FAN4
pin: PD14
max_power: 1.0
kick_start_time: 5.0
Then in PRINT_START I turn on the fans:
SET_FAN_SPEED FAN=nevermore_fan SPEED=1
SET_FAN_SPEED FAN=filter_fan SPEED=1
After the print has finished I don’t want to just turn off the fans immediately, but have them run a bit after the print has finished to clear out any toxic fumes.
I accomplished this with a delayed_gcode:
[delayed_gcode _VENT_OFF]
gcode:
SET_DISPLAY_TEXT MSG="Venting done"
SET_FAN_SPEED FAN=nevermore_fan SPEED=0
SET_FAN_SPEED FAN=filter_fan SPEED=0
That I call in PRINT_END with a timeout:
# Turn off fans after 30 min
UPDATE_DELAYED_GCODE ID=_VENT_OFF DURATION=1800
To prevent the fans from turning off mid-print if I get impatient and start a new print before _VENT_OFF has been called I also clear the delayed gcode in PRINT_START:
# Prevent Nevermore and filter fan from being turned off mid print
UPDATE_DELAYED_GCODE ID=_VENT_OFF DURATION=0
And now the filter fans turn on and off automatically.
Some people run the Nevermore on 50–80% during print and then go 100% at the end, but I don’t know why you can’t run it at 100% all the time so that’s what I do.
Reworked PRINT_START/PRINT_END
I also rewrote the PRINT_START and PRINT_END macros to make a little more sense to me.
Here they are in their entirety:
[gcode_macro PRINT_START]
gcode:
# Fetch data from slicer
{% set target_bed = params.BED|int %}
{% set target_extruder = params.EXTRUDER|int %}
{% set target_chamber = params.CHAMBER|default(0)|int %}
# Set temps for bed and extruder without waiting to save some time
SET_DISPLAY_TEXT MSG="Preheating"
SET_HEATER_TEMPERATURE HEATER=heater_bed TARGET={target_bed}
SET_HEATER_TEMPERATURE HEATER=extruder TARGET=150
SET_DISPLAY_TEXT MSG="Homing"
G28 # Full home (XYZ)
G90 # Absolute position
G92 E0 # Reset extruder
BED_MESH_CLEAR # Clears old saved bed mesh (if any)
CLEAR_PAUSE # Ensure that we can't accidentally resume an old pause
# Prevent Nevermore and filter fan from being turned off mid print
UPDATE_DELAYED_GCODE ID=_VENT_OFF DURATION=0
SET_DISPLAY_TEXT MSG="Bed: {target_bed}c"
# We're in the center of the bed after full home
M190 S{target_bed} # Sets the target temp for the bed
# Heating nozzle to 150 degrees. This helps with getting a correct Z-home
SET_DISPLAY_TEXT MSG="Hotend: 150c"
M109 S150 # Heats the nozzle to 150c
# Turn on fans to help with chamber heating
SET_FAN_SPEED FAN=nevermore_fan SPEED=1
M106 S255 # Turns on the PT-fan
# Waits for chamber to reach desired temp
SET_DISPLAY_TEXT MSG="Heatsoak: {target_chamber}c"
TEMPERATURE_WAIT SENSOR="temperature_sensor chamber_temp" MINIMUM={target_chamber}
# Only turn on filter after chamber has been heated
SET_FAN_SPEED FAN=filter_fan SPEED=1
SET_DISPLAY_TEXT MSG="Z-tilt adjust"
Z_TILT_ADJUST # Levels the buildplate via z_tilt_adjust
G28 Z # Homes Z again after z_tilt_adjust
SET_DISPLAY_TEXT MSG="Bed mesh"
BED_MESH_CALIBRATE # Starts bed mesh
# Heats up the nozzle up to target via data from slicer
SET_DISPLAY_TEXT MSG="Hotend: {target_extruder}c"
SMART_PARK # KAMP parking routine
M107 # Turns off partcooling fan
M109 S{target_extruder} # Heats the nozzle to printing temp
SET_DISPLAY_TEXT MSG="Purge"
VORON_PURGE # KAMP purge
G92 E0 # Reset extruder
SET_DISPLAY_TEXT MSG="Printer goes brr"
[gcode_macro PRINT_END]
gcode:
# safe anti-stringing move coords
{% set th = printer.toolhead %}
{% set x_safe = th.position.x + 20 * (1 if th.axis_maximum.x - th.position.x > 20 else -1) %}
{% set y_safe = th.position.y + 20 * (1 if th.axis_maximum.y - th.position.y > 20 else -1) %}
{% set z_safe = [th.position.z + 2, th.axis_maximum.z]|min %}
SAVE_GCODE_STATE NAME=STATE_PRINT_END
SET_DISPLAY_TEXT MSG="Print done"
M400 # Wait for buffer to clear
G92 E0 # Zero the extruder
G1 E-2.0 F3600 # Retract filament
TURN_OFF_HEATERS
G90 # Absolute positioning
G0 X{x_safe} Y{y_safe} Z{z_safe} F20000 # Move nozzle to remove stringing
G0 X{th.axis_maximum.x//2} Y{th.axis_maximum.y - 2} F3600 # Park nozzle at rear
M107 # Turn off partcooling fan
# Turn off fans after 30 min
UPDATE_DELAYED_GCODE ID=_VENT_OFF DURATION=1800
BED_MESH_CLEAR
RESTORE_GCODE_STATE NAME=STATE_PRINT_END
[delayed_gcode _VENT_OFF]
gcode:
SET_DISPLAY_TEXT MSG="Venting done"
SET_FAN_SPEED FAN=nevermore_fan SPEED=0
SET_FAN_SPEED FAN=filter_fan SPEED=0